
服務(wù)熱線
13702918602


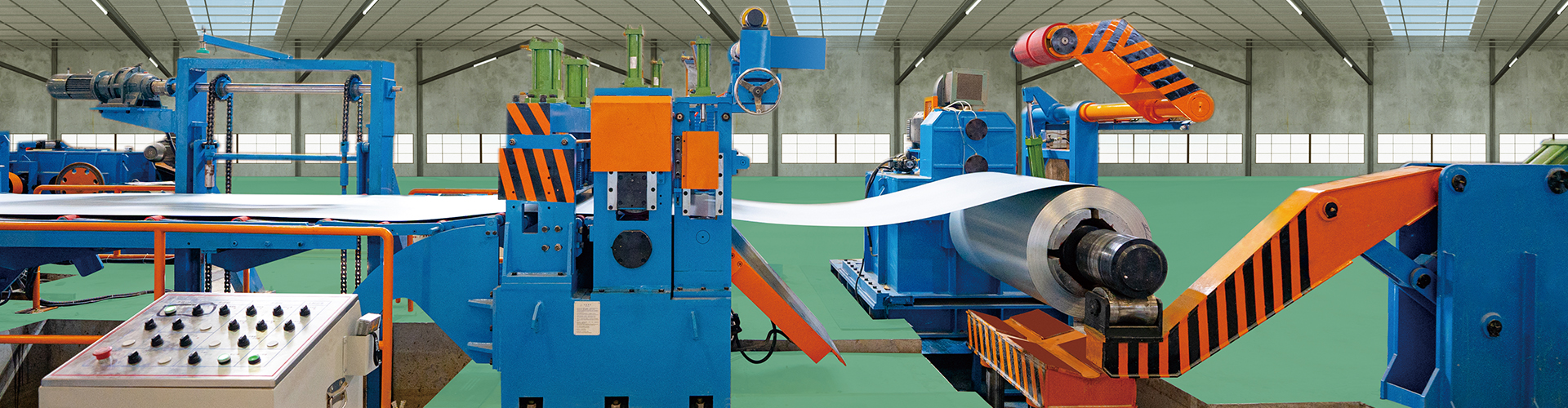









整平機是將不平整的金屬板材,通過上下軋輥將一定厚度的帶材或板材的擠壓作用,從而達(dá)到平整的效果。稱為整平機。
一般整平機以上四下五或上三下四這種排列為主。并在前后配有移送輥軸。上部有手柄可對整平厚度精度作精細(xì)調(diào)節(jié)。
關(guān)于整平機主要作用,其主要將沒加工過的卷料,經(jīng)過機械通過擠壓平順產(chǎn)品,專門針對需高精度沖制之薄料產(chǎn)品而設(shè)計,矯正整平機是(五金)產(chǎn)品中,起了比較重要的環(huán)節(jié),使用整平機使產(chǎn)品。
那么如何選擇適合的產(chǎn)品呢?小編認(rèn)為:從客戶產(chǎn)品的不同類型與材質(zhì),同時還需要考慮材料的厚薄程度所定的,以及生產(chǎn)量的,還有預(yù)計的價格以及操作程序所定的,產(chǎn)品的價格以客戶的需求綜合因素而決定的。而專業(yè)員工常常都會在致電的時候具體咨詢,客戶產(chǎn)品的情況,說到這客戶大概也明白何為馬上回復(fù)價格,因此整平機也沒有統(tǒng)一的數(shù)值的。




三合一送料機偏料的原因以及解決方案


 1,整平機組,三合一送料機擋料輪調(diào)節(jié)不正確會導(dǎo)致材料跑偏現(xiàn)象。三和一送料機壓料裝置的松緊設(shè)定是不同的,在開卷部分的擋料裝置沒有調(diào)節(jié)導(dǎo)合適的程度,整平送料部分的導(dǎo)料輪寬度沒有調(diào)節(jié)導(dǎo)合適的程度,出料輪的寬度沒有調(diào)節(jié)導(dǎo)合適的程度,都會導(dǎo)致壓料裝置的壓緊力度不均勻,這樣就很容易造成物料跑偏現(xiàn)象,因此,要按照佑億三合一送料機的使用說明書,根據(jù)說明書來調(diào)節(jié)三合一送料機的擋料輪。
1,整平機組,三合一送料機擋料輪調(diào)節(jié)不正確會導(dǎo)致材料跑偏現(xiàn)象。三和一送料機壓料裝置的松緊設(shè)定是不同的,在開卷部分的擋料裝置沒有調(diào)節(jié)導(dǎo)合適的程度,整平送料部分的導(dǎo)料輪寬度沒有調(diào)節(jié)導(dǎo)合適的程度,出料輪的寬度沒有調(diào)節(jié)導(dǎo)合適的程度,都會導(dǎo)致壓料裝置的壓緊力度不均勻,這樣就很容易造成物料跑偏現(xiàn)象,因此,要按照佑億三合一送料機的使用說明書,根據(jù)說明書來調(diào)節(jié)三合一送料機的擋料輪。
2、三合一送料機本身機器問題。比如滾筒不同心,或者是伺服異常,材料架設(shè)計不合理,都會導(dǎo)致材料跑偏問題,當(dāng)機器出現(xiàn)這些問題時候,需要聯(lián)系廠家,廠家會安排專業(yè)的師傅來維修的。
3、送料機器內(nèi)有雜物。齒輪或者滾筒內(nèi)有雜物,會導(dǎo)致材料送料或整平途中移位跑偏,需清理好雜物并清潔好齒輪或者滾輪。
4、三合一送料滾輪壓力不足或者滾輪呈放松狀態(tài)。三合一送料機在使用過程中,因放松時使用之動力源為氣壓,且一般都是與沖床聯(lián)接配套使用,難免會產(chǎn)生振動,常常會發(fā)生因振動將三合一之相關(guān)定位螺絲反松而影響到整平送料精度,當(dāng)出現(xiàn)物料跑偏的時候,可以檢查下滾輪是否是壓緊狀態(tài),如果是壓力不夠問題,我們可以增加滾輪。
把整平機賣給客戶不是目的,讓客戶真正獲益才是根本,精密整平機,整平機廠家不會為了降低成本而犧牲品質(zhì)損害客戶的利益,我們始終堅持把好品質(zhì)的設(shè)備交付給客戶,讓客戶較大化使用我們的整平機是整平機廠家始終不變的追求。為了達(dá)到這一目標(biāo)整平機廠家在生產(chǎn)整平機時,在材料使用上、制造工藝上、細(xì)節(jié)上、裝配上都精益求精。
整平機廠家整平機上使用的所有材料都是同行業(yè)高標(biāo)準(zhǔn),如軸承:全部均采用日本原裝NSK軸承及德國FAD軸承,齒輪:使用進(jìn)口軸承鋼經(jīng)過超精密研磨及磨齒;滾柱:采用日本原裝進(jìn)口SHK品牌,使其保持精密的送料精度及壽命;滾輪軸承鋼:經(jīng)熱處理鍍鉻再研磨,HRC60度以上,使其長時間使用亦不會磨損;百分表:日本三豐;變頻調(diào)速器:臺安;交流接觸器:施耐德;中間繼電器:歐姆龍;手輪:鼎業(yè)。
在加工工藝上,所有零部件均使用CNC加工中心及自動車床加工而成,確保整機的高精度及高配合度:1、整平機墻板采用數(shù)控加工中心加工,確保兩件尺寸的一致性;2、整平箱體采用鋼板焊接而成,焊接表面經(jīng)打磨。箱體焊接后經(jīng)退火去應(yīng)力處理后再加工軸承孔,通遼整平機,確保提前釋放箱體的內(nèi)應(yīng)力,保證箱體和加工孔位外形尺寸的準(zhǔn)確。3、整平滾筒采用鉻鋼40CR,經(jīng)調(diào)質(zhì)、高頻淬火、鍍硬鉻。表面硬度HRC58~610,鍍鉻厚度單邊0.05mm。4、傳動齒輪齒面經(jīng)高頻研磨處理。
在整平機裝配上追求更美觀:整平機裝配中滾筒的安裝對整平精度影響較大,在整平機的下滾筒全部安裝好,裝配人員會用卡尺對左右兩塊側(cè)板進(jìn)行細(xì)致定位,定會好后,仔細(xì)檢查一下每一根滾軸確保運轉(zhuǎn)順暢。同時查看進(jìn)料上輥軸的滑座、整平上輥軸滑座與左右側(cè)板的配合。確保所有的滑座與側(cè)板的配合順暢,整平機飛剪,但是不能有超過50個絲的間隙。在所有的滑座都能夠與整平機側(cè)板順利的配合的情況下,安裝好所有的上輥軸。再進(jìn)行互相配合。看每一組上輥軸安裝好以后是否可以順暢的上下滑動。同時查看上下輥軸是否接觸,如果不能接觸,將對滑座進(jìn)行修理。修理到上下輥軸可以順利接觸為止。裝配完成進(jìn)行48小時以上的試運行,同時對機臺進(jìn)行實質(zhì)性的整平檢驗測試,確保精度。定制性和新品整平機,除需進(jìn)行上述測試,還需在整平機廠家中試基地進(jìn)行生產(chǎn)性測試,確保整平機操作性及性能達(dá)到要求。

掃一掃手機網(wǎng)站


 在線客服
在線客服 13702918602
13702918602 540688421@qq.com
540688421@qq.com